



Manage Stocking Programs Online | e-Services Enhancement
Manage your eService programs faster with the new dashboard widget from Rolled Alloys. Track inventory, releases, schedules, and recurring material orders in one centralized view.
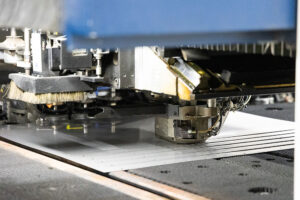
Precision Laser Punch Cutting Services for Specialty Metals
Precision laser punch cutting services for aerospace, energy, and industrial applications. Rolled Alloys supports complex metal processing with advanced fabrication capabilities.

Rolled Alloys Expands with New Phoenix, Arizona Metal Processing Facility
Rolled Alloys is opening a new 23,100-square-foot stainless bar processing facility in Phoenix, Arizona, expanding its capabilities to better serve key industries across the southwest


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}