


Toledo Rolled Alloys Visitors Guide
Discover the future of metal processing at our state‑of‑the‑art, 250,000‑square‑foot facility in Maumee, Ohio.
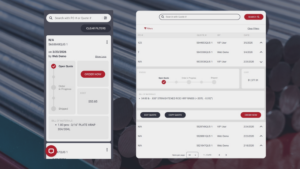
Faster Order Search & Quote-To-Order Improvements
Find orders faster with a clean layout, better visibility, and direct quote-to-order functionality. Simplify your metal procurement purchasing with Rolled Alloys.

New & Expanded Product Inventory
New Titanium, Stainless, Nickel and Cobalt in Stock Now – CP Ti Grade 2, 635, 718 and More!


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}